
Как сделать нержавейку мягкой?
Нержавеющая сталь бывает разная. Ведь в ее состав входит несколько разных металлов. Основу нержавейки составляют железо, титан, никель, молибден, марганец и это далеко не весь перечень. Противостоять коррозии этой стали помогает хром, который тоже присутствует в ее составе.
Что не дает стали ржаветь
При взаимодействии хрома с кислородом образуется защитная пленка на поверхности нержавеющей стали, именно она и уберегает сплав от воздействия агрессивной среды.
От количества хрома будет зависеть степень устойчивости к коррозии стали.
Например, при изготовлении холодильников используют сплав со средним содержанием хрома (10-17 %). А вот если устройство постоянно контактирует с водой или подвергается температурным нагрузкам, то тут используют сплав с высоким содержанием хрома, до 26 %. К таким приборам относятся стиральные и посудомоечные машины, мойки, вытяжки, варочные плиты и чайники.
Для того чтобы поверхность сплава была красивой и ровной, нужно полировать нержавейку. В наше время существует множество компаний, специализацией которых является именно данная процедура, они приводят в порядок различные изделия из этого сплава. Но, оказывается, полировать нержавейку можно и в домашних условиях.
Конечно, если нужна более качественная работа, то лучше обратиться за помощью к специалистам. Например, полированная квадратная труба из нержавейки гораздо эффектнее будет выглядеть после заводской обработки, нежели после домашней.
Любая компания, которая специализируется на полировке, без труда выполнит данную процедуру.
Чем обрабатывать сталь
Чем полировать нержавейку до зеркального блеска? Вот список всего того, что понадобится:
- полировальная паста;
- круги из войлока или фетра;
- столярный клей;
- круги для шлифовки с разной зернистостью;
- наждачная бумага или камень;
- болгарка.
Основные этапы процесса
Процесс проходит в несколько этапов. Для начала необходимо выполнить черновую зачистку. Дальше в ход идет круг с фибровой основой и машинка для угловой шлифовки. Но как раз эту процедуру можно пропустить при условии, что поверхность изделия и так достаточно гладкая.
Следом в ход идут шлифовальные круги. Поверхность нужно обработать несколько раз, при этом с каждым разом размер абразива должен уменьшаться.
Если же в наличии нет таких кругов, то их вполне можно сделать самостоятельно. Для этого можно использовать фетровый круг или войлочный. Шпателем на него необходимо нанести столярный клей, а потом растереть его по абразивной крошке.
На следующем этапе применяется полировочная паста и фетровый круг. Тут лучше посоветоваться со специалистом, так как под определенную марку сплава нужна конкретная паста.
Конечно же, лучше всего использовать алмазную, зернистость которой подходит к металлу, предназначенному для обработки. Финишная полировка проводится до того момента, пока не останется ни одного видимого изъяна.
Полированная труба из нержавейки должна выглядеть просто идеально.
Нержавейка в быту
Ни одна кухня не обходится без приборов и деталей интерьера из нержавеющей стали. Это и не удивительно, так как именно этот сплав достаточно прочен и долговечен, тем более за ним не нужно особого ухода. Из нержавейки часто делают посуду, столовые приборы и плиты, так как у этого метала достаточно высокая теплопроводность.
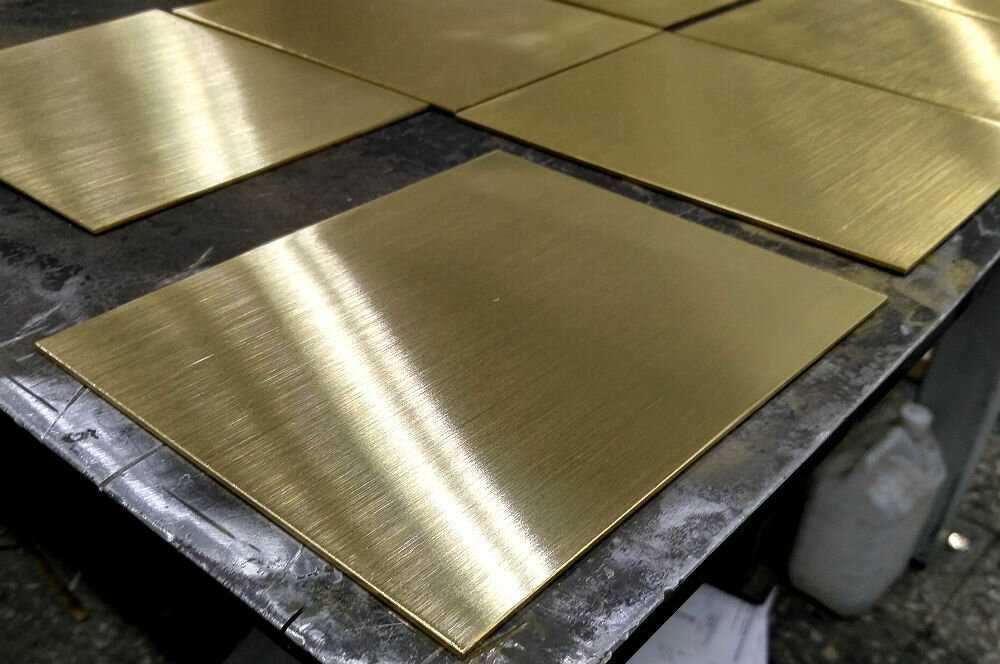
Сатинирование листов из нержавеющей стали в Москве
| ШЛИФОВКА, ПОЛИРОВКА, САТИНИРОВАНИЕ | |||
| Шлифовка R60, 180, 220, 320, 500, 1000 | Полировка зеркало | Сатинирование R180 | |
| Лист х/к, цветмет | |||
| 2500,00 руб/м2 | 7000,00 руб/м2 | 2800,00 руб/м2 | |
| Лист г/к | |||
| 3250,00 руб/м2 | 9100,00 руб/м2 | 3640,00 руб/м2 | |
| Полоса, уголок, квадрат | |||
| 10- 50мм | 180,00 руб/м2 | 220,00 руб/м2 | 350,00 руб/м2 |
| Свыше 50мм | договорная | договорная | договорная |
| Труба круглая | |||
| ф 8-20мм | 270,00 руб/м2 | 351,00 руб/м2 | договорная |
| ф 21-40мм | 290,00 руб/м2 | 377,00 руб/м2 | договорная |
| ф 41-60мм | 350,00 руб/м2 | 455,00 руб/м2 | договорная |
180 9100 р.
Обработка плоского металлического полуфабриката путем снятия верхнего слоя покрытия специальными шлифовальными приспособлениями называется сатинированием листов.
Особенности и методы сатинирования металлической продукции
Направленная шлифовка является распространенным, недорогим способом изменения внешнего вида изделия. Металлический лист с нанесенным на поверхностный слой узором требует минимального ухода и имеет атласный внешний вид.
На производственных предприятиях технология сатинирования поэтапно выглядит следующим образом:
- с верхнего слоя заготовки удаляются неровности, сварные швы, царапины;
- происходит зачистка листа до придания ему абсолютной гладкости;
- намечается стыкование рисунка с помощью специальной ленты из алюминия в несколько слоев;
- на поверхность пневмоинструментом наносится узор;
- лента удаляется, отшлифованная заготовка обрабатывается.
- небольшие загрязнения, образующиеся в ходе нанесения рисунка, удаляются.
Обработка поверхности листа в масштабах завода происходит с применением пневматического напильника и пневматической техники барабанного типа. Это позволяет с высокой скоростью наносить на изделие риски.
Шероховатость готового сатинированного изделия зависит от выбранного диаметра зерна. Чем больше диаметральный показатель, тем матовее получается законченный продукт. Параметры зернистости варьируются от 240 до 320 мкм.
Существует ручной способ нанесения штрихового узора, который считается более энергозатратным. Для этого используют шлифок или плоский шлифовальный инструмент. При ручном способе сатинирования листов рисунок обретает уникальность, что повышает себестоимость готового изделия.
Преимущественными показателями сатинированного полуфабриката принято считать
- долговечность;
- устойчивость к коррозионному налету;
- эстетичный внешний вид готового продукта;
- простота обслуживания;
- устойчивость к повреждениям и перепадам температур;
- дешевизна;
- возможность нанесения рисунка по персональному заказу;
- широкий выбор вариантов штрихового узора.
Применение сатинированных листов
Широкое распространение шлифованное изделие получило в таких сферах человеческой деятельности, как:
- машиностроение;
- горнодобывающая промышленность;
- изготовление инструментов;
- судостроение;
- производство бытовой техники;
- декорирование;
- создание интерьеров;
- изготовление мебельной продукции.
Сатинированные листы применяются при оформлении клинков ножей, созданных по персональному заказу. Наблюдается высокий спрос на изделия с узором в виде риски при изготовлении мобильных переносных устройств: шероховатая поверхность позволяет сохранить привлекательный внешний вид изделию, не скользит на гладких поверхностях и скрывает полученные в ходе эксплуатации недостатки.
https://youtube.com/watch?v=FZuLM_9Zens
Высокая устойчивость к коррозионному налету позволяет использовать сатинированный элемент на открытых территориях с перепадами температур и повышенной влажностью: декорирование входной группы коммерческих зданий, облагораживание личных садовых участков, оборудование банных комплексов.
Статьи — Идеальная поверхность нержавеющей стали
На стадии исходного сырья все нержавеющие стали выглядят одинаково. Однако современные методы обработки поверхности помогают придавать изделиям и конструкциям неповторимый вид. Популярная сегодня «зеркальная» нержавейка несколько проигрывает изделиям из матированной нержавейки из-за быстрой потери своей «зеркальности». Такая обработка, как «сатинирование», обеспечивает металлу «атласный» благородный вид. Для его достижения используются специальные абразивные инструменты с зернистостью 240-320.
Перспективы использования сатинированной нержавейки
В отличие от «зеркальной» нержавейки, на сатинированном металле мало заметны дефекты и повреждения. Поэтому в современной европейской архитектуре и дизайне специалисты отдают предпочтение матированным поверхностям. Сатинированный металл помогает создать скромный лаконичный и, вместе с тем, изысканный стиль. На Востоке предпочтение отдают зеркальным поверхностям.
В некоторых отраслях промышленности использовать матированные поверхности не допускается. Это объясняется необходимостью соблюдать нормы безопасности. Например, в медицине и пищевой индустрии можно применять только «зеркальную» сталь. Она более гладкая и риск удерживания на поверхности инородных тел максимально снижен.
Сатинированная полировка применяется для дизайна коллекций столовых приборов фирмы Rondell.
Абразивные материалы для создания матированной поверхности
Одним из самых распространённых абразивов, используемых при струйно-абразивной обработке, являются стеклошарики, позволяющие получать уникальные поверхностные эффекты и грязеотталкивающие свойства. Они применяются для сатинирования нержавеющей стали, удаления оксидов с цветных металлов и сплавов, деликатной очистки деталей и механизмов. Струйно-абразивную обработку стеклянными шариками называют стеклоструйкой.
Производители предлагают и иные абразивные материалы для создания сатинированной поверхности:
Цилиндрическая лепестковая головка оснащена прямыми лепестками, для изготовления которых используется абразивная ткань. По желанию заказчика могут быть изготовлены профилированные лепестки.
Цилиндрическая лепестковая головка, изготавливается из абразивного нетканого материала и ткани с абразивом. Может применяться для создания эффекта деликатного рисунка.
Лепестковая головка, изготовленная из нетканого материала с абразивом, применяется для сатинирования и финишной шлифовки поверхности нержавеющей стали.
Полировка до блеска
Идеальную зеркальную поверхность можно получить только благодаря тщательной подготовке к процессу и оптимальному подбору полировочного инструмента и состава для полировки. К тому же, не все марки нержавеющей стали годятся для получения блеска.








Идеальным инструментом для полировки являются безворсовые экстрамягкие кольца и белая полировальная паста. Рекомендуемая частота вращения полировального кольца – примерно 2500 об/мин. После каждого этапа полировки пасту удаляют венской известью, которая эффективно связывает остатки полировального материала. Для предотвращения появления царапин поверхность периодически протирают микроволоконной салфеткой.
Наша компания предлагает все виды стального проката, различный сортамент цветных металлов и их сплавов.
28.12.2014, 516 просмотров.
Матирование и полировка алюминия
![]()
Мы давно работаем с производителями металлоизделий, и знаем что внешний вид изделия очень важен. Если речь идет о технических изделиях, то здесь уже все привыкли к полировке, сатинированию или матированию поверхности.
Но иногда нашим партнерам приходится работать с предметами декора. И иногда заказчик хочет чтобы поверхность выглядела необычно.
Один из вариантов такого необычного решения мы предлагаем Вам ниже.
Так называемая «мутная полировка».
В этот раз мы обрабатывали плоские детали из алюминия.
Для алюминия одним из самых удобных способов обработки является орбитальная шлифовальная машина. Она позволяет получать максимально ровную и монотонную поверхность на таком мягком и капризном металле.
![]()
Для предварительной шлифовки алюминия использовали нашу технологию матирования, только изменили количество и зернистость используемых кругов:
![]()
После обработки ОШМ поверхность уже становится равномерной и красивой. Но в этот раз задача была получить что-то новое.
Было решено заполировать сверху нашу заготовку с помощью той же эксцентриковой машины.
![]()
Поверхность после Р600.
Для полировки с помощью ОШМ лучше использовать жидкие полировальные пасты, так как твердую пасту трудно нанести на полировальный круг при орбитальном движении.
Сам полировальник так же стоит использовать более мягкий.
Мы рекомендуем:
Наносим пасту на круг и приступаем к полировке.
![]()
После полировки поверхность выглядит грязной и блеска почти не видно. Это потому, что на ее поверхности осталось много пасты.
![]()
Чтобы убрать остатки пасты используем венскую известь с салфеткой из микрофибры:
![]()
Теперь поверхность выглядит превосходно.
![]()
Алюминий довольно мягкий металл. Поэтому чтобы алюминий не окислялся и не тускнел, мы покрыли изделие лаком.
Возможны разные варианты завершения такой поверхности — можно доводить шлифовку до более мелкого зерна или полировать в два шага, чтобы получить больше глянца.
Но это уже совсем другая история.
Ждем Вас с новыми задачами у нас в лаборатории.
Самые актуальные новости в наших соцсетях:
https://www.instagram.com/gtool.ru/
www.gtool.ru
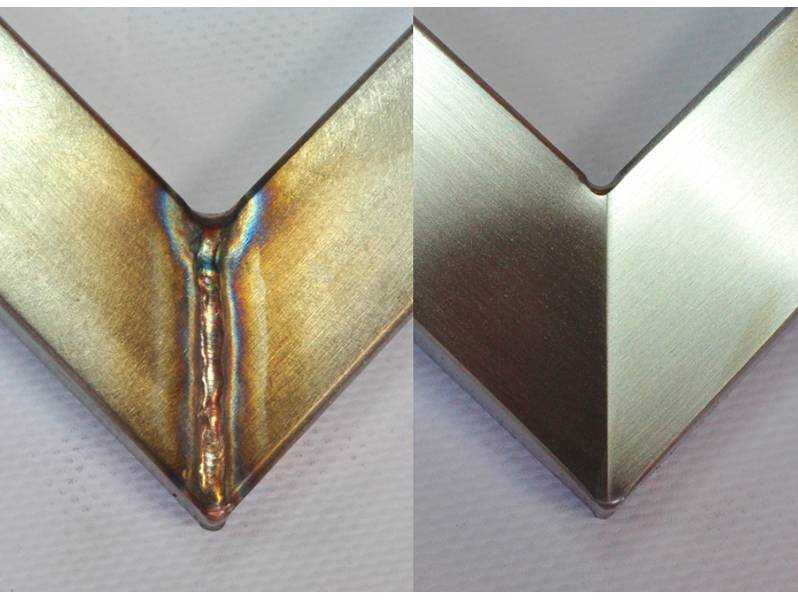
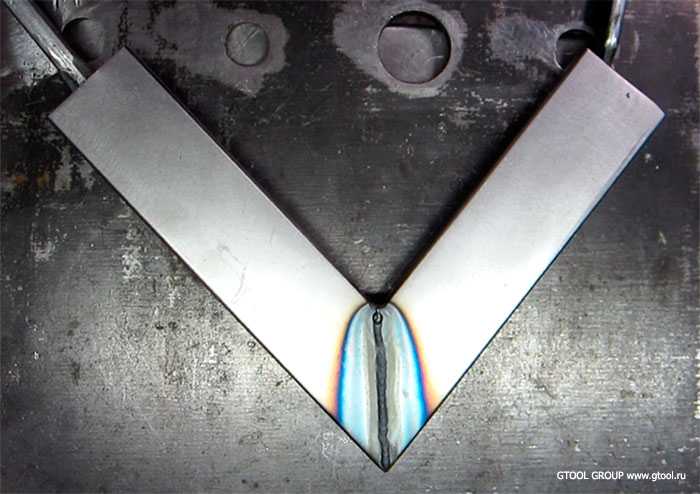
Паста травильная SAROX
Травильная паста SAROX предназначена для чистки нержавеющей стали и сварных швов, используется для обработки поверхности и удаления коррозии. Травильная паста удаляет окалину, загрязнения и коррозию в области сварного шва и в зоне воздействия температуры. Обеспечивает чистоту и прекрасный внешний вид сварного шва. Не содержит соляной кислоты и хлоридов. Благодаря гелеобразной консистенции можно применять на вертикальных поверхностях. Прозрачная гелеобразная паста на основе плавиковой (фтористоводородной) и азотной кислот. Используется для устранения вредных последствий высокотемпературных воздействий после сварки или механической обработки (цвета побежалости, окалина) и восстановления пассивного слоя на нержавеющих и кислотостойких сталях в зонах теплового воздействия, а также для удаления загрязнений, которые также могут отрицательно повлиять на антикоррозионный барьер. Обеспечивает чистоту и прекрасный внешний вид сварного шва. Не содержит соляной кислоты и хлоридов. Благодаря гелеобразной консистенции можно применять на вертикальных поверхностях. Паста SAROX специально предназначена для обработки поверхностей сборных элементов, машин, механизмов и емкостей из нержавеющей стали всех марок на которых находится большое количество сварных швов. Хорошо удаляет потемнения и побежалости, образованные термической сваркой , оставляя за собой светлую поверхность . Паста равномерно наносится на сухую, очищенную от механических и жировых загрязнений, поверхность шва толстым слоем, щеткой из искусственного волокна. Время действия пасты 30-90 минут. Затем паста смывается напором воды, пока поверхность не будет избавлена от кислотных остатков. При работе с пастой работник должен быть обеспечен защитной одеждой, рукавицами и очками. А при переработке большого количества пасты-противогазом. Расход одной банки пасты зависит от типа сварного шва и его ширины, и составляет от 100 до 200 метров шва. Вес банки: 2 кг. Состав: флуоресцентная и азотная кислота. Производительность: более 300 метров обработанных сварочных швов. Время активного воздействия на сталь: около 10 минут. Особенности: хорошо прилипает к обрабатываемой заготовке, придаёт блеск поверхности, значительно снижает трудозатраты перед полировкой.
КАК ПРАВИЛЬНО ПОЛЬЗОВАТЬСЯ ТРАВИЛЬНОЙ ПАСТОЙ ДЛЯ НЕРЖАВЕЮЩЕЙ СТАЛИ
- Тщательно взболтайте банку перед началом применения.
- Тонким слоем нанесите пасту на поверхность нержавейки. Не забудьте, что кисть нужно выбрать ту, которая будет устойчива к кислотам.
- Подождите, пока произойдет химическая реакция. Среднее время, которое потребуется: 80-90 минут при 10°C 40-45 минут при 20°С 20-25 минут при 30°С Хотим заметить, что время данной химической реакции может варьироваться в зависимости от метода сварки, метода обработки поверхности и самой марки нержавеющей стали.
- Далее просто смойте остатки пасты под напором воды, если нужно, то используйте щетку.
Другие методы: хромирование, воронение, окраска
С помощью хромирования можно решить сразу несколько задач. Во-первых, придать изделиям эстетичный вид. Во-вторых, дополнительно защитить сталь от различных механических воздействий (удары, царапины, истирание и т.п.). В-третьих, слой хрома значительно увеличивает стойкость стали к ржавлению. Добиться высококачественного результата хромирования реально лишь в промышленных условиях. Для этого требуется не только знать технологию нанесения хрома, но и иметь под рукой нужное оборудование с полным набором расходных материалов.
Зато воронение, придающее нержавеющей стали специфический внешний вид, можно проводить как в производственных, так и в домашних мастерских. Воронение делается тремя способами: кислотное воздействие, обработка посредством щелочных растворов, термический метод.
Не стоит забывать и о таком способе обработки нержавейки, как традиционная окраска. Нержавейку красят различными составами с помощью валиков, кистей и краскопультов. Современные краски придают металлу нужный цвет и дополнительно защищают его от коррозии.
Преимущества и недостатки
Легкое матирование приглушает блеск золота,
что придает изделию очень элегантный вид. Сатинированное обручальное кольцо не
так быстро тускнеет, как полированное. Эта техника обработки — дешевая и
довольно доступная в производстве.



Изделия с сатинированием легко мыть: для повседневной очистки достаточно базового ухода. Мелкие царапины и незначительные механические повреждения на такой поверхности почти незаметны.
![]()
Недостатки у сатинирования тоже есть. Глубокие
царапины и сильные механические повреждения приводят к порче изделия: исправить
или скрыть их практически невозможно. В микронеровностях поверхности быстро
забиваются мельчайшие частички грязи, которые портят внешний вид украшения,
поэтому чистить его придется чаще обычного.
Область применения покрытия Нитрид Титана.
Церковная тематика — покрытие куполов храмов, кресты, шары, церковная утварь.
![]()
Реклама, промоушн. Для привлечения внимания используют «золотые» металлические объемные буквы, передвижные конструкции, вывески, таблички.
Дизайн интерьеров. Нитридно-титановую обработку применяют для украшения кабин лифтов и дверей в холлах, элементов декора, ниш, арок, скульптурных групп, изделий из декоративного камня, стекла и металла.
Строительство. Ионно плазменное покрытие наносится на лестничные конструкции, перила, поручни.
Производство сантехники, аксессуаров для ванной. Напыление «под золото» нитрид титана – популярный вариант покрытия смесителей, вешалок и полочек, полотенцесушителей.
Промышленность. Нитридная оболочка обладает хорошими защитными свойствами, обеспечивает стойкость к коррозионным воздействиям, влиянию неблагоприятных факторов окружающей среды, укрепляет кристаллическую решетку металла. Незаменимое покрытие нитрид титана многократно упрочняет режущий инструмент.
Медицина. Титановое напыление используется в производстве зубных протезов, вставок, накладок и коронок. Такие изделия долговечнее и дешевле золотых изделий для протезирования.
Воронение металла
Воронение металла можно выполнить не только в производственных, но и в домашних условиях. При этом деталь меняет свой оттенок. Представленная процедура обеспечивает красивый внешний вид изделия, а также улучшает его антикоррозийные свойства. В ходе воронения поверхность нержавеющей стали покрывается очень тонким защитным слоем. Существует несколько способов обработки материала:
Воронение металла
- Щелочное. Процесс требует наличия щелочного раствора с содержанием катализатора окисления. Причем обработка производится при высокой температуре: до 150 градусов.
- Тепловое. Тут необходима соответствующая среда и повышенная температура: атмосфера пароперегрева, аммиачно-спиртовой раствор в парообразном состоянии (но предварительно на поверхность наносится небольшой слой лака).
- Кислотное. Тут необходим физико-химический или электрохимический метод.
Чтобы поверхность нержавейки была гладкой и блестящей, воронение проводится в масле. При использовании химических веществ в качестве красителей поверхности выступают окислы или сам металл. Эта операция представляет собой взаимодействие нержавейки с жидкостными растворами металлических солей.
![]()
Средство для воронения металла
При таком способе происходит максимально плотное и тесное сращивание поверхности изделия с красочной пленкой. Состав, используемый для воронения, содержит разные компоненты, консистенцию. А также он отличается текстурой.
Провести процедуру можно в домашних условиях, но ее качество будет не настолько хорошим, как фабричное. Тут используется селитра, лимонная или ортофосфорная кислота
В любом случае к процедуре нужно подходить ответственно и осторожно
Это интересно: Углеродистые конструкционные стали: классификация, свойства, применение
Шлифовальный барабан с гильзами.
Бывает двух видов — жесткий или надувной.
Надувной барабан мягче, и может нивелировать неровности поверхности, обходить их. Но не так долговечен.
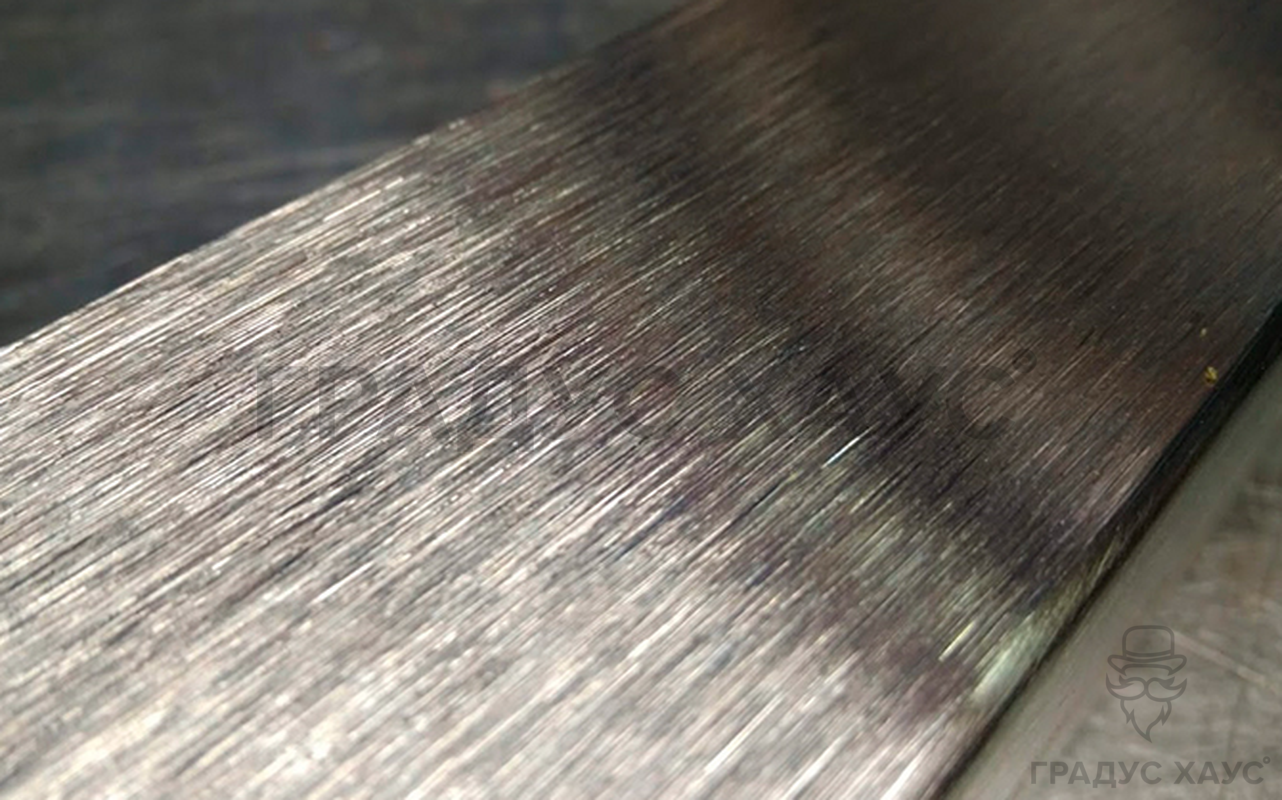
Барабаны используются для агрессивной, предварительной шлифовки, реже для финишного сатинирования.
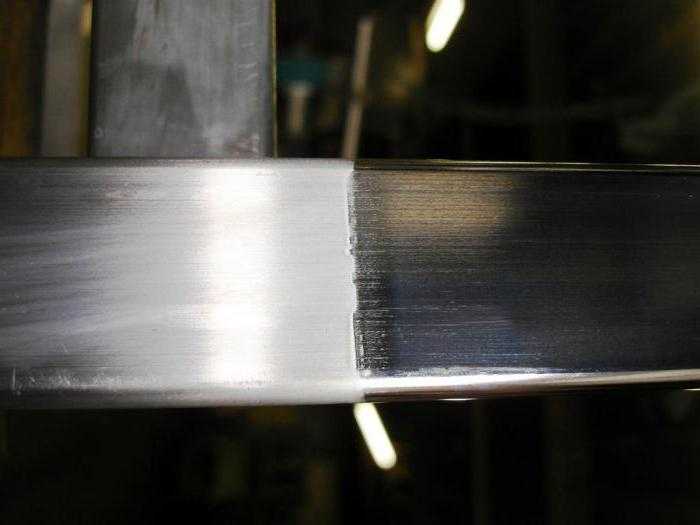
С их помощью вы можете создать направленную шлифовку на поверхности после удаления сварного шва или предварительной шлифовки кругами. То есть из круговой риски сделать однонаправленную прямую, как на фото ниже.
Гильзы представляют собой замкнутое кольцо из абразивного полотна. Такая маленькая шлифовальная лента. И если у шлифовального барабана размер указывается по диаметру самого ролика (90 или 100 мм), то у гильз указывается длина окружности. То есть шлифовальная гильзы для барабана диаметром 90 мм будет иметь длину 295 мм.
Используя шлифовальные гильзы из разных абразивных материалов и разную зернистость, вы можете получать разнообразные виды поверхности.
- Служат для удаления следов грубой обработки металла после удаления шва, и для создания грубой направленной шлифовки.
- Удаляют грубые дефекты и царапины на поверхности металла.
В ряде случаев даже применяются для удаления сварного шва. Изготавливаются в зернистостях Р24 — Р180.
Больше всего сегодня используются гильзы с керамическим абразивным зерном (красные, бордовые). Они имеют высокую агрессивность и ресурс, и мало греют поверхность.
Ими как раз и наносят основной рисунок, удаляя при этом следы не направленной шлифовки или царапины. Чаще всего в ход идут зерна Р80 и Р120.
- Cлужат для создания мелкой направленной риски на поверхности металла, удаления дефектов.
- Позволяют получить менее грубую в сравнении с традиционными абразивами поверхность, при этом не уступая в агрессивности.
- За счет широкого диапазона зернистостей позволяют подготавливать поверхность к полировке.
Как правило этот материал служит для получения более деликатного вида поверхности, более мелкого рисунка. Ряд пользователей использует эти гильзы вплоть до Р2000, чтобы подготовить поверхности к полировке. Но такие задачи встречаются значительно реже, чем грубое нанесение рисунка.
Достаточно агрессивны чтобы удалить небольшие царапины и дефекты, но при этом дают гладкий финиш.
- Позволяют за один этап получить ровную шлифованную поверхность, приятную на ощупь и удалить дефекты (два в одном).
- Могут служить недорогой альтернативой шлифовальным валикам.
Гильзы из нетканого полотна совмещают в себе агрессивность абразивного зерна с мягкостью самой структуры нетканых материалов. при этом у них довольно плотное основание, которое позволяет оказать достаточное давление на зерно и на поверхность.






Нетканые гильзы весьма универсальный инструмент. А вид рисунка, который они позволяют получить очень часто похож на рисунок заводской шлифовки металлических поверхностей. За это их так любят те, кто занимается ремонтом и восстановлением например лифтовых стен и подобных изделий из больших шлифованных листов.
Шлифовальные гильзы отлично создают направленную шлифовку, но часто оставляют грубую риску и переходы между слоями на поверхности. Кроме того такая грубая риска создает неровности, за которые легко цепляется пыль и остается на поверхности. Это ускоряет загрязнение поверхности, быстро портит ее внешний вид и за ней будет сложно ухаживать.
Необходимо поверхность доводить до более гладкого состояния, финишировать.
Обработка поверхности из нержавеющей стали
Несмотря на то, что напыление может производиться на поверхности из разных материалов, наиболее востребованным продолжает оставаться нержавеющая сталь, чьи физико-механические, эксплуатационные и декоративные характеристики обеспечивают ей «блестящие» во всех смыслах возможности в сфере дизайна, строительства и промышленности.
Для придания поверхностям изделий наиболее привлекательного вида их подвергают комплексной обработке, которая охватывает целый спектр операций — от шлифования в несколько заходов (переходя от крупнозернистых материалов к мелкозернистым) до зеркальной полировки или сатинирования металла. При условии качественного выполнения последнего процесса поверхность становится полублестящей, сохраняя отличные отражательные способности.
Сатинирование нержавеющей стали производится механическим способом с использованием мелкозернистых абразивов. В результате обработки сглаживаются все микронеровности, а сама поверхность приобретает эстетичный внешний вид.
Источник
Сатинирование нержавеющей стали: обработка и шлифование нержавейки
Там, где зеркальный блеск неуместен, отлично смотрится сатинированная нержавеющая сталь. Она выглядит не менее эффектно, чем глянец, но более практична. Применяется в промышленности и некоторых иных сферах. Современные технологии позволяют создать практически любую фактуру поверхности, в зависимости от целей использования и требований заказчика.
|
|
Как добиться необходимого эффекта? Чтобы сатинировать нержавеющую сталь по ГОСТ, можно использовать как ручной, так и механический способ обработки. В первом случае применяют шлифовальные листы, во втором – ленточные напильники, барабанные пневматические шлифмашины и другое оборудование. Сатиновая поверхность не боится царапин, а потому сохраняет великолепный внешний вид намного дольше, чем полированная до блеска.
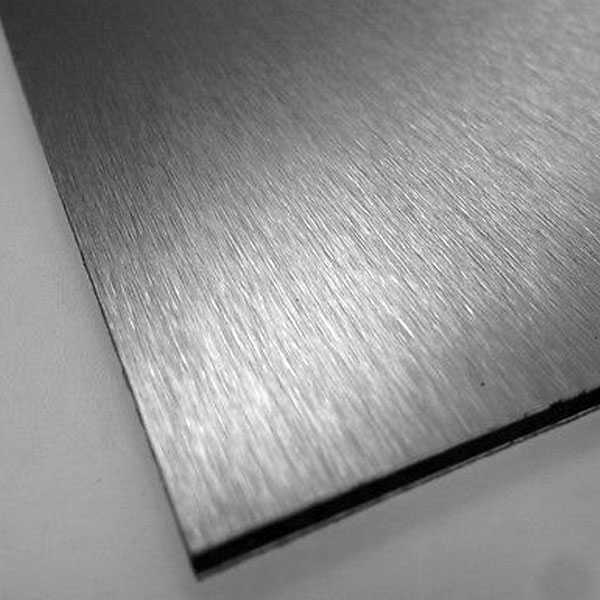
Шлифованная нержавеющая сталь
При изготовлении отдельных металлических деталей и декоративных изделий может требоваться воронение нержавеющей стали. Для этого применяются химический и электрохимический методы, специализированные растворы. Химическая обработка возможна щелочами с применением специальных катализаторов, кислотами. Также используют воронение термическим способом в аммиачной, солевой и других средах. Наиболее распространенный вариант предполагает обработку металлических изделий в растворах солей металлов.
В некоторых ситуациях требуется противоположный эффект на поверхности. Применяется отбеливание с применением кислотных растворов. Обычно это растворы азотной, либо соляной кислоты.
Обработка нержавейки
Существует множество вариантов обработки поверхности листов. Первый – матирование нержавеющей стали. Технологии применяются разные:
- Финишная пескоструйная и стеклоструйная обработка (стеклянным гранулатом). Необходима для удаления рельефа, способного удерживать на поверхности грязь, следов побежалости, точечной сварки;
- электролитно-плазменный метод;
- различные пасты для стальных поверхностей.
Также применяется пассивация нержавеющей стали – технология, позволяющая восстановить защитные свойства материала, улучшить устойчивость перед коррозией. Выбор раствора зависит от состава материала. Если в нём высокое содержание хрома, применяется азотная кислота. Для изделия с большим кол-вом никеля лучше подойдет азотная к-та с бихроматом натрия.
Один из распространенных методов обработки – химическое травление нержавеющей стали. Его нередко применяют в качестве подготовительного этапа для других методик. Вариантов несколько – кислотный, кислотный с электролитом, щелочной. Пассивацию также можно назвать одним из способов травления. Если вас интересуют подобные услуги, обращайтесь в компанию «Региональный дом металла».
Сатинирование нержавеющей стали: обработка и шлифование нержавейки
Там, где зеркальный блеск неуместен, отлично смотрится сатинированная нержавеющая сталь. Она выглядит не менее эффектно, чем глянец, но более практична. Применяется в промышленности и некоторых иных сферах. Современные технологии позволяют создать практически любую фактуру поверхности, в зависимости от целей использования и требований заказчика.
Как добиться необходимого эффекта? Чтобы сатинировать нержавеющую сталь по ГОСТ, можно использовать как ручной, так и механический способ обработки. В первом случае применяют шлифовальные листы, во втором – ленточные напильники, барабанные пневматические шлифмашины и другое оборудование. Сатиновая поверхность не боится царапин, а потому сохраняет великолепный внешний вид намного дольше, чем полированная до блеска.
Шлифованная нержавеющая сталь
При изготовлении отдельных металлических деталей и декоративных изделий может требоваться воронение нержавеющей стали. Для этого применяются химический и электрохимический методы, специализированные растворы. Химическая обработка возможна щелочами с применением специальных катализаторов, кислотами. Также используют воронение термическим способом в аммиачной, солевой и других средах. Наиболее распространенный вариант предполагает обработку металлических изделий в растворах солей металлов.
В некоторых ситуациях требуется противоположный эффект на поверхности. Применяется отбеливание с применением кислотных растворов. Обычно это растворы азотной, либо соляной кислоты.
Обработка нержавейки
Существует множество вариантов обработки поверхности листов. Первый – матирование нержавеющей стали. Технологии применяются разные:
- Финишная пескоструйная и стеклоструйная обработка (стеклянным гранулатом). Необходима для удаления рельефа, способного удерживать на поверхности грязь, следов побежалости, точечной сварки;
- электролитно-плазменный метод;
- различные пасты для стальных поверхностей.
Также применяется пассивация нержавеющей стали – технология, позволяющая восстановить защитные свойства материала, улучшить устойчивость перед коррозией. Выбор раствора зависит от состава материала. Если в нём высокое содержание хрома, применяется азотная кислота. Для изделия с большим кол-вом никеля лучше подойдет азотная к-та с бихроматом натрия.
Один из распространенных методов обработки – химическое травление нержавеющей стали. Его нередко применяют в качестве подготовительного этапа для других методик. Вариантов несколько – кислотный, кислотный с электролитом, щелочной. Пассивацию также можно назвать одним из способов травления. Если вас интересуют подобные услуги, обращайтесь в .
rdmetall.ru



